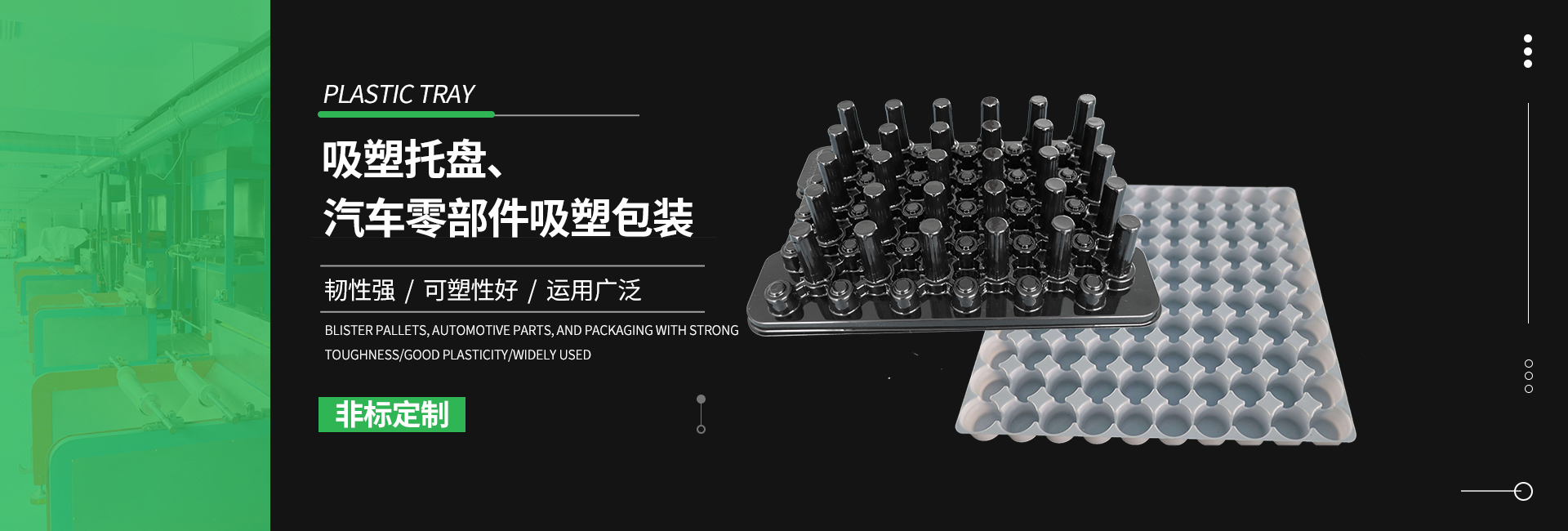







吸塑包装尺寸的得来可分为三种:按照客户样品(制模叫复模)、根据图纸制模、根据实物自行设计。因为吸塑的形状一般根据实物定制,故形状多不规则,图纸制作时有很多尺寸不准确或不能标注出,故根据图纸制作时存在的偏差较大。为准确起见,一定要配以实物试装。根据样品复模制作的产品,尺寸偏差才不会很大。一般厚度公差为0.1mm,产品偏差为±2mm。公差产生的原因主要有:
1.手工起模时造成的偏差。此偏差一般小于2mm。
2.种模子模时产生的偏差。此偏差较小,一般小于0.5mm。
3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。
4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度就会越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。
以上原因中,条是造成尺寸公差的原因,但因模具可以修改校正,故吸塑的偏差一般可控制在2mm以内。







主动真空吸塑包装系统、智能温控主动控制系统是压克力加工设备中的部件,其他加热箱、结构等就简略了。冷却有天然冷却和风冷两种。脱模机会要把握好,早了文字会变形,晚了脱模困难,模具再利用的可能性就小。
修边就是把木匠用的修边机固定在一般桌面上,用修就可以。“粘接“在压克力制品中非常重要,密封性、健壮性以及无流痕是保证制品的要害。
因为文字大小挑选压克力板材选用厚度,一般字高25
厘米以下选用2mm厚即可,字的厚度也应在2cm以下,字高2米以上的大字用5mm厚度足矣。
因为文字笔划间隔不同,有的文字上半部,是吸不到位的。假定文字笔划深度一起,只能选用肯德基文字的加工工艺,先剪出字面,再剪出字边条,然后粘接。此工艺类似金属字加工艺。


吸塑效果的质量分析
影响吸塑效果的因素很多,通常企业在产品打样过程中,会采用经验排除法来找到造成产品吸塑效果不良的因素。影响吸塑效果的主要因素包括:材料(纸张、油墨、吸塑油)影响、工艺参数方法(温度、压力、吸塑时间)不当、设备加热方式不同。
纸张表面强度和内部结合强度越低值吸塑效果越好 , 好是没有内部和表面施胶。但如果纸张施胶量太少 , 则容易造成纸张表面强度降低,在印刷过程中容易出现表层剥离现象(俗称掉毛、掉粉现象),而且纸张硬度差。

您好,欢迎莅临乐鱼体育包装,欢迎咨询...





