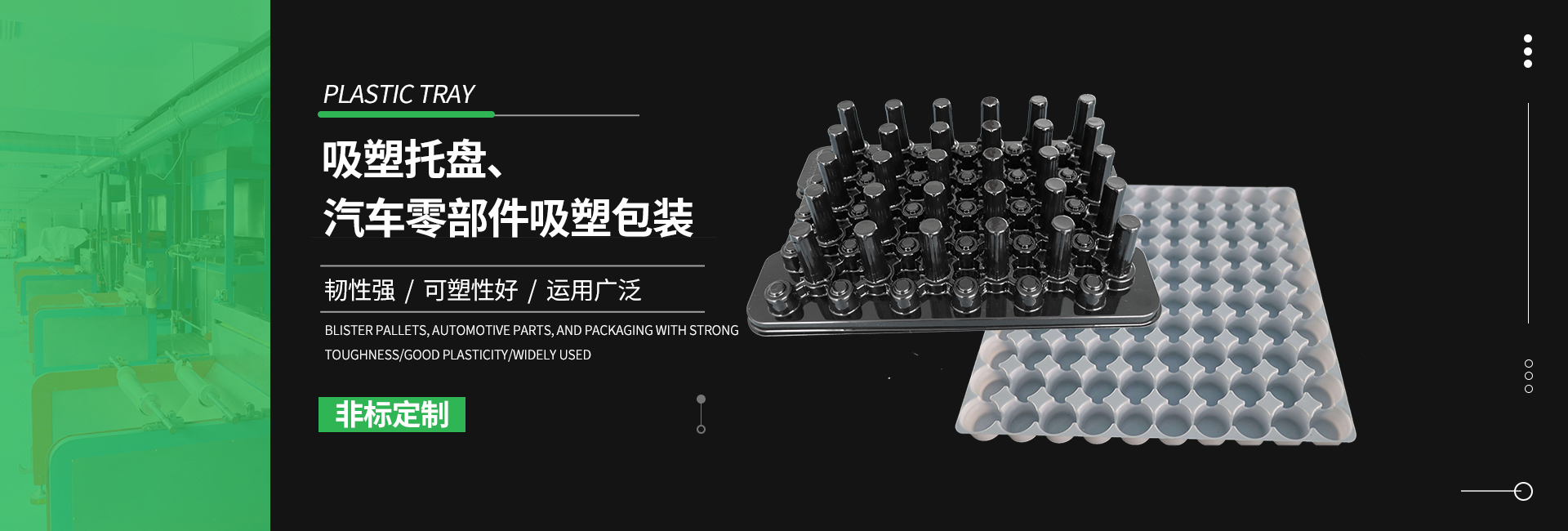







氟塑料吸塑包装自吸是指启动时吸入管内没有注满水,具有自动排出吸入管内气体的功能,短时间运行后进入正常运行。 1.吸塑包装储液容积和储液高度的确定; 储液容积是指泵停止后泵体能够储存液体的容积,即泵体在泵吸入口低点以下的容积,主要是挤压室和气液分离室的一部分。 储液量不应小于泵的设计流量的一半(以秒为单位)(例如,如果泵的设计流量不小于,则储液量太小(即泵中储存的液体太少),这使得自吸时间增加,甚至不能自吸;过度使用会使泵变重。除了足够的储液量外,还须有一些的储液高度。贮液高度是从泵吸入低点到叶轮中心的高度,通常取约等于叶轮半径。 2.气液分离室容积和泵体出口高度的确定: 气液分离是指泵体除挤压腔外的部分。体积越大,气液分离效果越好,分离越快。但是,当气液分离室的容积大到某些程度时,增大它的效果并不显著,反侧会使泵体体积变大,所以气液分离室有一个有容积值,根据现有经验,它等于或略大于储液容积。 3.挤压腔舌和叶轮之间间隙的确定; 对于自吸离心泵,隔膜与叶轮之间的间隙对自吸性能影响很大。上挤压室中隔膜和叶轮之间的间隙越小,自吸时间越短。这个间隙通常是通过外部混合获得的;内部混合服用。如果设计为双涡室,通常可以按照确定离心泵挤压室舌片与叶轮间隙的一般方法来确定下挤压室舌片与叶轮的间隙。







溢出,又叫飞边,通常发生在注塑包装制品的开合位置。例如注塑包装制品的分型面、镶块的间隙、顶杆的孔等。如果溢出不能及时清理,将导致注塑包装制品局部坍塌,甚至损坏。此外,镶件间隙和顶杆孔溢出也会造成成品卡在注塑包装吸塑包装制品上,影响脱模过程。那么,注塑包装制品加工过程中为什么会出现溢流现象呢?如何解决溢出的问题? 一、设备 1.注塑机合模装置调整不当或拨动机构不均匀,会导致注塑包装制品达不到要求的平行度,导致注塑包装制品一侧封闭紧密,另一侧连接不紧密的现象,在注射过程中容易溢出。 2.注塑机本身的平行度是有问题的,拉杆分布不均匀也会导致注塑包装制品无法关闭紧密,造成溢流。 3.注塑机的止回环磨损严重,螺杆磨损过大,料筒设定的注射量不足,缓冲垫过小,可能造成溢出,操作人员须及时维修或更换零件。 二、过程 1.在高压和高速的作用下,而注塑包装制品的张力会增加而引起溢流,因此操作者需要根据注塑包装制品产品的厚度调整注射速度和注射时间。对于较薄的产品,应采用高速快速充模,而对于较厚的产品,应采用低速充模。 2.有些操作人员为了防止注塑包装制品下垂,往往会选择注射更多的熔体,但这并不能解决问题,反而会发生溢流。因此,当我们遇到这种情况时,应该延长注射时间或保持时间来处理。

吸塑盒长时间不用应该怎样存放? 吸塑盒采购了近期没有生产计划,应该怎样存放呢? 1、吸塑盒厂家建议客户在采购吸塑包装的时分寄存不要超越一年的周期,超越这个时刻短的话,即便你把吸塑包装库存的。仍是会出疑问的,由于吸塑包装盒商品是通过高温考过,然后在抽真空成型的,所以商品长时刻寄存就会变黄。 2首先吸塑盒要注意的是存放仓库的干净,要经常打扫,如果纸箱包装不严密的话,塑料类的产品就会落上灰尘,。所以我们泊头永康塑料有限公司的产品包装的时候都是会加上防尘袋的,还有就是仓库的环境,尽量不要放在有阳光的地方,因为产品存放在有阳光的地方晒了的话,很容易会变形。即使不变形也有可能会变色。还有就是在堆放产品的时候好不要超过三层,这样保证底下产品不会被挤压变形。

您好,欢迎莅临乐鱼体育包装,欢迎咨询...





